TM 55-1520-240-23-4
5-76
INBOARD RIB CLOSURE AND TIP SEAL MINOR REPAIR
(Continued)
5-76
g.
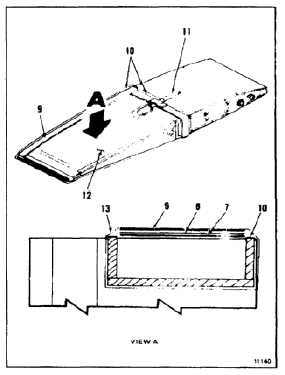
Cut a piece of polyvinyl sheet (E284) large
enough to overlap sealing tape (9) in all
directions.
h.
Press polyvinyl sheet (12) onto sealing
tape (9) to make airtight seal. Smooth out
wrinkles.
i.
Start vacuum pump. Check for leaks.
Reposition polyvinyl sheet or add sealing
tape (E396) as needed.
18.
Maintain 20 inches Hg during adhesive cure
time.
Do not exceed 180ºF (82ºC) at blade
surface. Damage to fiberglass can
occur.
19.
Cure adhesive at 140º - 160ºF (60º - 71ºC) for
2 hours. Use heat lamp. Monitor temperature.
Use temperature indicating strips (E413).
NOTE
Serviceable cure can be achieved
without heat at 70º - 80ºF (21º -
27ºC) in 24 hours. Vacuum may be
removed after 2 hours.
20.
Turn off vacuum pump. Remove polyvinyl sheet
(12), tube (10), tape (9), fiberglass cloth (8),
fabric (7), and peel ply (6).
21.
Fair adhesive squeezeout to blade surface. Use
abrasive paper (E9).
INSPECT
22.
Weigh unused adhesive in mixing cup. Subtract
weight recorded in step 11. The result is
the weight of the repair for balance weight
adjustment.
NOTE
All blade repairs, weight adjustment,
painting, or balancing will be recorded
on rotor blade DA Form 2408-16,
each blade requires a separate form.
If the rotor blade does not have a DA
Form 2408-16, one must be prepared
and all actions recorded, as example;
location of repair, size of repair,
weight of repair, and required weight
adjustments for track and balance.
FOLLOW-ON MAINTENANCE:
Refinish repaired area (Task 5-82).
Adjust balance weights (Task 5-82.1).
END OF TASK
5-438