TM 55-1520-240-23-4
5-45
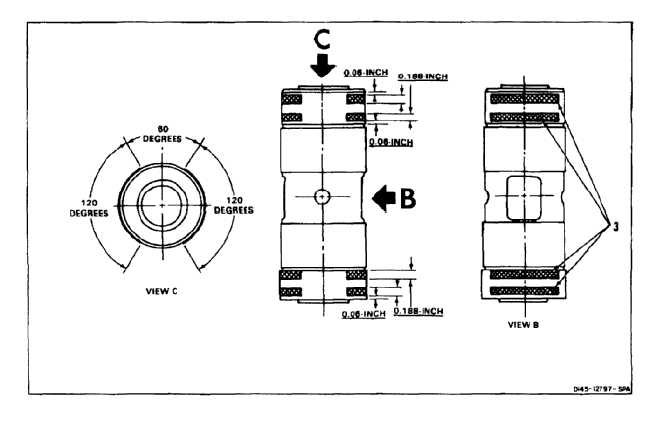
INSPECT HORIZONTAL HINGE PIN AND BEARINGS
(Continued)
5-45
3.
Check critical carburized areas (3) of horizontal
hinge pin (1) for pits, dents, nicks, scratches,
scuffs, rust, or corrosion. Critical carburized
areas (3) shall have none of these defects.
4.
Fluorescent inspect entire carburized areas of
pin (1) (TM 1-1500-335-23). Replace any pin
with cracks.
NOTE
A gap up to 0.50 inch between the
leading end sleeve (the sleeve with
the chamfer) and the leading edge of
pin is acceptable. Fill the gap with
sealing compound (E336) if sealing
compound is missing. Gap is caused
by the optional chamfer allowed on
leading end of pin during manufacture.
5.
Inspect all areas of pin (1), except critical areas
(steps 2 and 3) as follows:
a.
Check for pits. Pits shall not be greater than
0.030 inch wide, or 0.030 inch deep. There
shall be no more than three pits in a 0.25
inch circle.
b.
Check for dents or nicks. Dents or nicks shall
not be more than 0.060 inch wide nor 0.010
inch deep.
c.
Check for scratches or scuffs. Scratches or
scuffs in direction around pin (1) shall not
be more than 0.50 inch long. Scratches or
scuffs in direction of length of pin shall not be
more than 1.0 inch long. Scratches may not
be more than 0.003 inch deep, nor 0.006
inch wide. Scratches or scuffs on either face
of pin less than 1.0 inch long and less than
0.10 inch deep are acceptable.
5-195