TM 55-1520-240-23-4
5-66
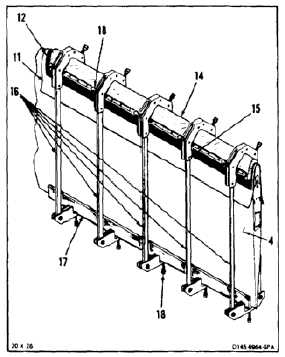
REPLACE NICKEL EROSION CAP (AVIM)
(Continued)
5-66
b.
Tighten trailing edge jackscrew (18), then
leading edge jackscrews on center clamp
(16).
c.
Tighten trailing edge jackscrews (18), then
leading edge jackscrews on clamps (16)
between center and end clamps.
d.
Torque all trailing edge jackscrews to 40
inch-pounds.
e.
Torque all leading edge jackscrews (18) to
20 inch-pounds.
Adhesive will not cure at temperatures
less than 60ºF (16ºC). Faulty curing
can result in bond failure causing
injury to personnel and damage to
equipment. Do not count curing time
periods at temperatures less than
70ºF (21ºC) into curing time total.
23.
Cure adhesive (E43) 24 hours.
24.
Loosen 15 jackscrews (18). Remove five
retaining pins (15) and clamping tools (16).
Remove trailing edge bar (17), leading edge
collar (14), rubber sheet (E321) (12) and
Teflon-impregnated fabric (E168) (11).
5-302