TM 55-1520-240-23-3
3-63
ASSEMBLE SWIVEL HOUSING AND SPINDLE (AVIM)
(Continued)
3-63
10.
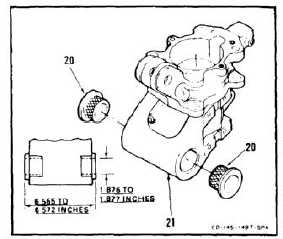
Install two sleeve bearings (20) in housing (21)
as follows:
a.
Coat contact surfaces (shaded area) of
bearings (20) with primer (E292). Wear
gloves (E184.1).
b.
While primer is still wet, install bearings (20).
Use arbor press.
c.
If arbor press is not available, heat housing
(21) in an oven to 230º to 250ºF (110º to
120ºC). Using driftpin and light force, install
bearings (20).
d.
Line ream bearings (20). Inside diameter
shall be 1.876 to 1.877 inches.
e.
Measure across faces of bearings (20).
Distance shall be 6.565 to 6.572 inches.
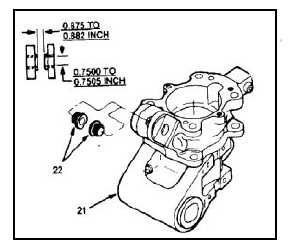
11.
Install two sleeve bushings (22) in housing (21)
as follows:
a.
Coat contact surfaces (shaded area) of
bushing (22) with primer (E292). Wear gloves
(E184.1).
b.
While primer is still wet, install bushings (22).
Use arbor press.
c.
If arbor press is not available, heat housing
(21) in an oven to 230º to 250ºF (110º to
120ºC). Using driftpin and light force, install
bushings (22).
d.
Line ream bushings (22). Inside diameter
shall be 0.7500 to 0.7505 inch.
e.
Measure between flange at sleeve bushing
(22). Distance shall be 0.875 to 0.882 inch.
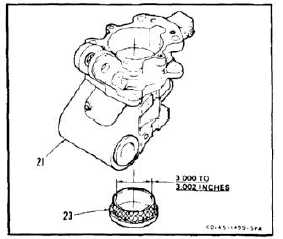
12.
Install sleeve bushing (23) in housing (21) as
follows:
a.
Coat contact surfaces (shaded area) of
bushing (23) with primer (E292). Wear gloves
(E184.1).
b.
While primer is still wet, install bushing (23).
Use arbor press.
c.
If arbor press is not available, heat housing
(21) in an oven to 230º to 250ºF (110º to
120ºC). Using driftpin and light force, install
bushing (23).
d.
Measure sleeve bushing (23). Bushing shall
have an inside diameter of 3.000 to 3.002
inches. Bushing shall be concentric with
existing bore within 0.001 inch.
3-164