TM 55-1520-240-23-4
5-106
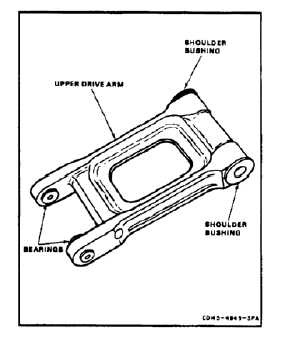
INSPECT UPPER DRIVE ARM (AVIM)
5-106
INITIAL SETUP
Applicable Configurations:
All
Tools:
Technical Inspection Tool Kit, NSN 5180-00-323-5114
Materials:
Crocus Cloth (E122)
Personnel Required:
Inspector
References:
TM 55-1500-322-24
TM 55-1520-240-23P
Equipment Condition:
Off Helicopter Task
NOTE
Procedure is the same to inspect a
forward or aft upper drive arm.
1.
Check Teflon coating on two bearings (1).
Coating shall not be torn, scored, or frayed.
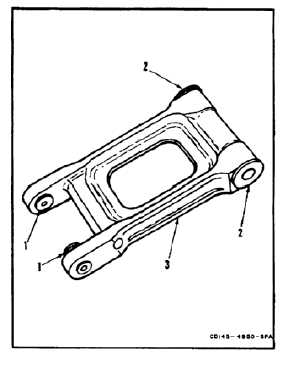
2.
Check two shoulder bushings (2) in upper arm
(3). Bushings shall not be loose.
3.
Check the bearing surface of each bushing (2)
for damage. Blend out minor surface damage
with crocus cloth (E122). If damage cannot be
blended smooth, reject the drive arm.
4.
Measure inside diameter of bearings (1) and
bushings (2). Inside diameter shall not exceed
0.7537 inch on bearings and 0.7517 inch on
bushings.
5.
Check all surfaces of drive arm (3) for scratches,
pits, or other damage. Damage which does not
exceed 0.005 inch in depth shall be accepted
without rework. Damage between 0.005 inch in
depth and 0.040 inch in depth shall be blend
repaired. Depth of blend repair shall not exceed
0.040 inch or 10 percent of material thickness,
whichever is less. Blend radius must be 1 inch
minimum.
FOLLOW-ON MAINTENANCE:
None
END OF TASK
5-622