TM 55-1520-240-23-3
4-89
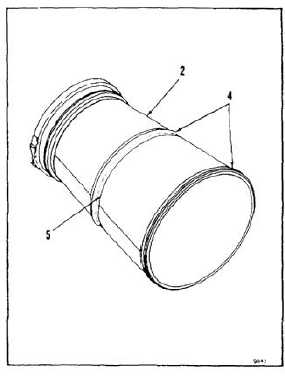
REPAIR EXHAUST CONE (AVIM)
(Continued)
4-89
REPLACE STIFFENER BY WELDING
NOTE
Replace either of two stiffeners in the
same way.
3.
Cut stiffener (4) away from cone (2). Grind flange
edge (5) smooth.
4.
Install new stiffener (4) on flange edges (5) by
seam welding (TM 1-1500-204-23).
5.
Butt weld ends of new stiffener (4) (TM
1-1500-204-23). Drill two equally spaced 0.125
inch holes in new stiffener (4).
INSPECT
REPLACE STIFFENER WITH RIVETS
6.
Cut stiffener (4) away from cone (2). Grind flange
edges (5) smooth.
7.
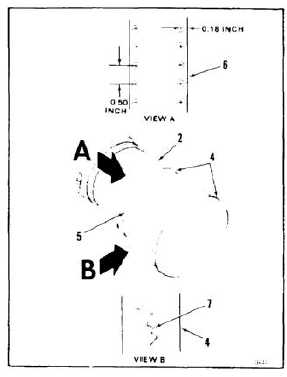
Install new stiffener (4) on flange edges (5) with
rivets (6) (TM 1-1500-204-23). Rivets are to
be spaced 0.50 inch apart and 0.18 inch from
flange edge.
INSPECT
REPAIR STIFFENER CRACKS
8.
Drill 0.062 inch hole at each end of crack (7) in
stiffener (4). Deburr holes.
9.
Repair crack (7) by butt welding (TM
1-1500-204-23). Use welding rod (E444).
INSPECT
FOLLOW-ON MAINTENANCE:
None
END OF TASK
4-344